Полуавтомат из «инвертора», своими руками, возможно ли это?

Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.

Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Теперь разберемся, чем же отличаются источники питания MMA и MAG, и почему их нельзя использовать один вместо другого.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,

что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
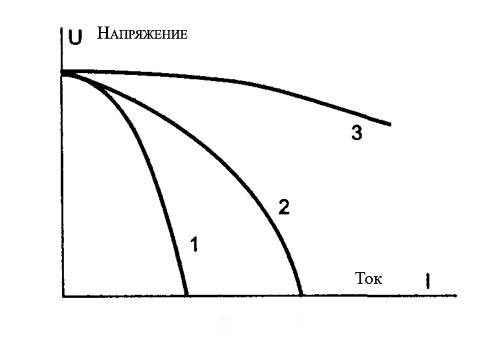
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.





Доходчиво и понятно. Спасибо.
делают люди и успешно
Хотелось бы об этом по-подробнее. Так, как тема довольно востребованная, а инверторные полуавтоматы стоят на порядок дороже.
подробнее: lozkomsomol.narod.ru/NO_Politic.htm
Просмотрел по ссылке, протяжка проволоки выполнена грамотно, (сам по такой схеме сделал), клапан подачи газа рекомендую брать от «восьмерки» который побольше, пробовал от «карбюраторов» но они начинают пропускать газ в закрытом состоянии при давлении около 0.8, 0.9 кг/с, но в остальном, как говорил известный киногерой «Меня терзают смутные сомнения». По поводу приварки уголка на ворота гаража, на мой взгляд быстрей и проще воспользоваться инвертором и электродом безо всяких переделок.
«Меня терзают смутные сомнения». По поводу приварки уголка на ворота гаража, на мой взгляд быстрей и проще воспользоваться инвертором и электродом безо всяких переделок.
Так ведь человек аппарат обкатывал, вот и варил что прийдется,.
Уважаемый коллега. Я абсолютно не хочу никого обидеть, высказывая недоверие, сомнение и тому подобное. В своей статье, я описал то, что попробовал на практике, и полученный результат соответствует теории. По-поводу статьи указанной в ссылке, могу отметить что она опубликована 5.12.2011 года, показательные образцы, которые были обещаны, так и не появились, тема не была продолжена. Если у Вас есть какие-либо материалы по этой теме, можете разместить их на этом сайте, под своей собственной авторской записью или в любом другом удобном для Вас виде. Связаться можно через контактную форму или по е-мейлу sergei222255@gmail.com
да вот думаю…..собрал я полуавтомат( с трансформатором) и есть инвертор, будет время попробую запитаться от инвертора
Отпишитесь по результату, это действительно интересно.
вСЕ ВОЗМОЖНО. Надо лишь в инверторе добавить стабилизатор и регулятор напряжения.
Олег, регулятор напряжения там имеется. А что стабилизировать? Можно поподробнее?
Не хочу спорить с теорией НО! у меня ММА инверто Днепр 210 мини, к нему подключаю приставку ППС 350 (приставка полуавтоматичиской сварки — просто продяжка провлки с клапаном для СО2) и все роботает идеально. швы чистие ровные, варю проволкой 0,8мм при 120А, а при 210 дуга прожигает метал 10мм. Такчто по теории не возможно а по практике полуавтомат ыз инвертора выходит отличний!!!
Обычно теория верна на 99,9%, а на практике казусы встречаются довольно часто. Могу предположить, что ВАХ вашего аппарата не крутопадающая, а смещена к жесткой характеристике. Кстати, как ваш аппарат варит штучным электродом? Есть ли смысл варить полуавтоматом металл толщиной 10 мм?
Тоже попробовал «скрестить» протяжку с инвертером — после дня пыток бросил эту идею. Дуга идет рваная, металл разбрызгивается, одним словом — провал. Когда же инвертер использую по назначению, т.е. варю электродом — шов получается отличным.
Результат закономерный — неподходящая вольтамперная характеристика.
В молодости я работал на заводе обслуживал сварочный участок имеено по ремонту аппаратов (про инверторные тогда и не слышали), ВДУ-506 если память не изменяет и к ним в комплекте была приставка полуавтомат а на аппарате переключалка электрод -полуавтомат, правда блок управления всем этим чудом был как 3 нынешних инвертора. ну наверно производить щас можно инверторы 2-х режимные и к ним приставки для полуавтоматической сварки отдельно так сказать хочеш жни, а хочеш куй
Переделывается инвертор в полуавтомат запросто , для этого нужно к инвертору присоединить приставку изменяющую ВАХ.
Вот здесь Я объяснил как сделать эту приставку , описал принцип работы , привёл схему и плату , причём эту приставку можно присоединить
к инвертору любого типа. Вот адрес сайта.
http://radiokot.ru/forum/viewtopic.php?f=11&t=18846&start=40
что-то мне подсказывает, что начитавшись свсех умных мыслей по разным форумам, вероятность моего успеха с изготовлением приставки для сварочника трансформаторного (что бы появился полуавтомат) где-то 50\50. Среди всех умников долбанных, гребанных и интернетопокалеченных, есть хоть один нормальных человек, который доступным *бл…* языком объяснит, что (например) суть жесткой ВАХ для ПА в том, что ему пофиг многоразовое «разжигание» и «гашение» дуги (ИБО проволока так и делает в ПА), а при крутопадающей, получается, что трансформатор, как-бы получает нагрузку, если бы сварщик *дебил* 50 раз в секунду зажигал и тушил дугу? 🙂
Заодно попутных вопрос, при достаточном токе и скорости подачи, (да еще дроссель вхр…начим) разве на шве будет так заметно, что транс с другой ВАХ? Ведь мои познания, ( где-то между обычным електриком и воспроизводителем чужих схем для ламповых усилителей 🙂 ), подсказывают, что при частоте на первичке в 50 герц, а на выходе (ессесно после выпрямителя) постоянка, то по-моему, при использовании транса с другой ВАХ, он просто будет работать при «большей» нагрузке, т.е. на 160А, как если бы с него вытянули 250А?
Простите, если что, это уже крик души 🙂 Вроди и понимаю, что ПА (трансформаторный) более чем примитивен (ну если сравнивать со схемой ламопового дисторшна (это для гитар)), а вроди и нюансы есь из разряда «КАК НАЕ….Ь ФИЗИКУ?»
Подскажите, если сделать приставку с прилежно намотанным дросселем и 4х диодном выпрямителем, вероятно ли, что я получу более-менее приличный шов, а не «срань», или это как лепить параллельно диоды маломощные, для пропускания сквозь них больших токов?
Пишите на мыло
В полуавтомате на выходе обязательно нужно устанавливать большую емкость порядка 10000 микрофарад, и не очень большой дроссель ( на железе от трансформатора блока питания лампового телевизора, с прокладкой из диэлектрика, обмотка порядка 20 витков).
Но самое главное это силовой трансформатор,в котором первичная и вторичная обмотка плотно намотаны друг относительно друга (отсюда жесткая ВАХ), и мощность этого транса необходима за глаза вдвое меньше, чем для ручной сварки (который кстати наматывается с зазором между первичной и вторичной обмотками,вторичка мотается шиной, а для полуавтомата достаточно провода диаметром 2 мм).
Кстати трансформаторный блок совсем не примитивен, на эту тему много есть литературы, даже несколько монографий, и теория электромагнитного поля еще до конца не изучена.